

Products




















Custom Carbon Steel Pipe Making Machine
description2
Product Details
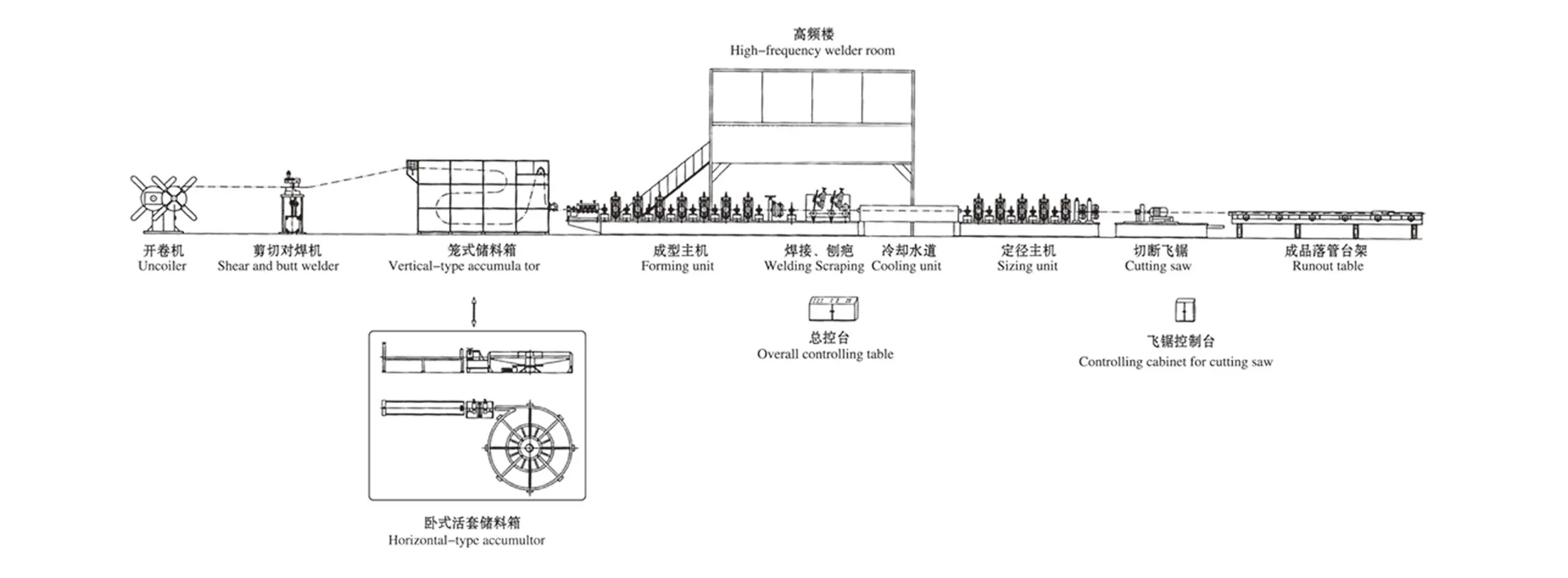
The following is the typical use process of carbon steel pipe pipe machine, comprehensive production specifications and equipment operation points:
1. Early preparation
Raw material inspection
Check whether the material, thickness and width of the carbon steel roll meet the process requirements, and check whether the surface is rusted, scratched or deformed .
Physical and chemical inspection of strip steel coil (e.g. hardness, chemical composition, etc.) to ensure that it meets production standards .
Equipment commissioning and spare parts preparation
Check whether the lubricating oil quantity of the reducer of the pipe making machine, the current and voltage parameters of the welding machine, the air pressure system (0.4-0.6MPa) and the cooling water circulation are normal .
Prepare consumables: welding wire, flux, cutting sheet, grinding wheel sheet, etc. Ensure that the welding needle is trimmed to a 30° sharp Angle .
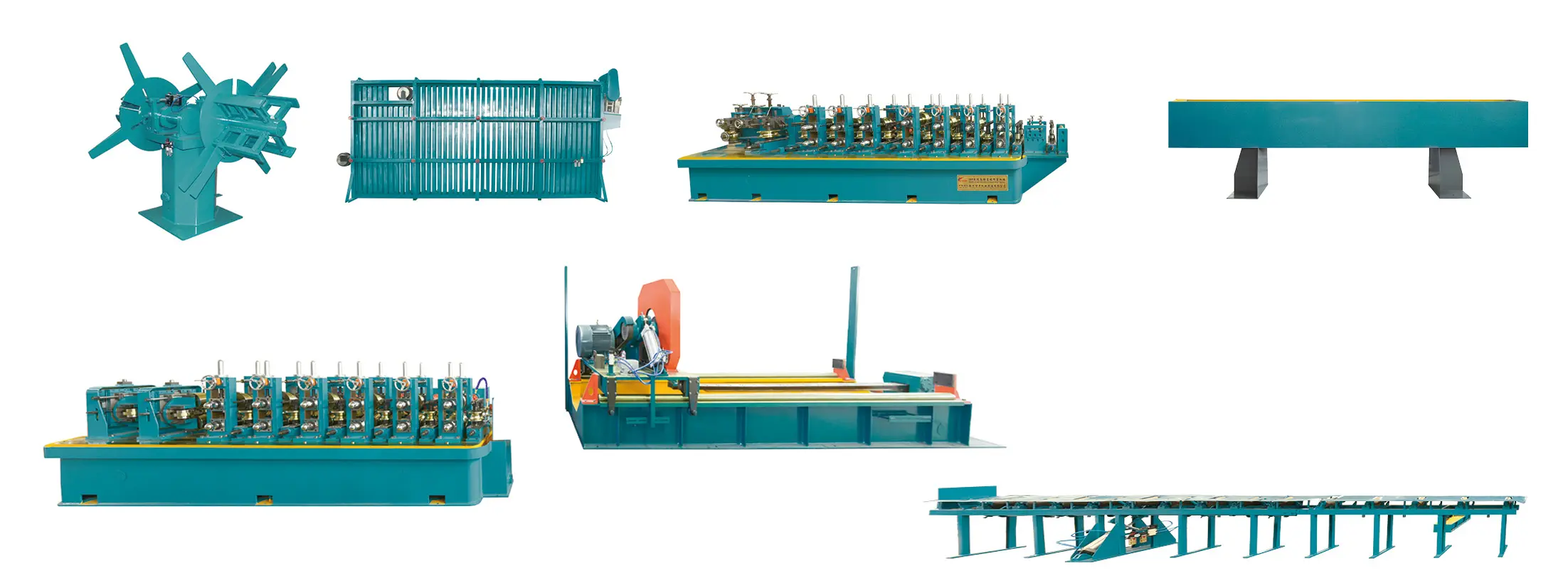
2. Pipe making operation process
Strip pretreatment
Coil : Roll the carbon steel plate through the coil machine to make the required width and thickness, ensure that the edge of the coil is aligned with .
Edging : forming V-shaped or U-shaped groove on the edge of the steel strip by rolling process, which is convenient for subsequent welding .
Forming and welding
Pipe body forming : using external control/internal control roll forming process, adjust the mold pressure to ensure that the pipe diameter and weld gap (usually 2-3mm) meet the requirements .
Welding : Use high-frequency induction welding or submerged arc welding machine (such as Lincoln welding machine) for inner and outer seam welding, according to the thickness of the pipe wall select the single wire/double wire welding mode .
Online quality inspection
The ultrasonic automatic flaw detector is used to monitor weld quality in real time, and automatically alarm and mark when defects (such as pores and cracks) are found, and timely adjust welding parameters .
The first finished product shall be inspected for external diameter, roundness, weld smoothness and other indicators, and will be mass-produced after passing the requirements.
Iii. Post-processing and maintenance
Surface treatment
Polish and clean the weld, remove burrs and welding slag, and apply primer spray or hot-dip galvanized rust prevention treatment if necessary .
Use sand blasting or wire brush to remove the rust on the inner and outer walls of the pipeline, and apply anti-rust paint after completion.
Equipment maintenance
After each shift, clean the residual debris on the surface of the equipment and inside the pipeline, and regularly lubricate the transmission parts .
When replacing the worn mold, stop and power off. Before the mold is stored, apply anti-rust oil for maintenance .
Key considerations
The welding current and voltage must match the thickness of the pipe to avoid burning through or non-melting .
It is strictly forbidden to adjust the mold pressure or welding parameters without authorization during the production process, which should be operated by professional technicians .
Wear safety goggles when cutting. Polish the tube end oxide layer after cutting with oxygen-acetylene flame.
description2
Custom Rollers

description2
Tube Mill Making Machine
| Model | Outer diameter | Pipe thickness | Square tube size | Square tube thickness | Produce speed |
| MG-16 | 7mm-25mm | 0.3mm-1.0mm | 10mm*10mm-20mm*20mm | 0.3mm-0.8mm | 30m-100m/min |
| MG-25 | 8mm-32mm | 0.4mm-1.2mm | 10mm*10mm-25mm*25mm | 0.4mm-1.0mm | 30m-100m/min |
| MG-28 | 10mm-50.8mm | 0.5mm-1.8mm | 10mm*10mm-45mm*45mm | 0.6mm-1.5mm | 30m-100m/min |
| MG-32 | 13mm-50.8mm | 0.6mm-2.0mm | 10mm*10mm-40mm*40mm | 0.6mm-1.5mm | 30m-100m/min |
| MG-45 | 13mm~60mm | 0.6mm-2.5mm | 10mm*10mm~45mm*45mm | 0.6mm~2.0mm | 30m-100m/min |
| MG-50 | 19mm-76mm | 0.7mm-2.75mm | 15mm*15mm-60mm*60mm | 0.6mm-2.0mm | 30m-100m/min |
| MG-60 | 25mm-80mm | 1.0mm-3.25mm | 20mm*20mm-50mm*50mm | 0.8mm-3.0mm | 30m-80m/min |
| MG-76 | 30mm-90mm | 1.0mm-4.0mm | 50mm*50mm-130mm*130mm | 1.5mm-4.0mm | 15m-70m/min |
| MG-127 | 32mm-127mm | 1.5mm-4.0mm | 50mm*50mm-130mm*130mm | 1.5mm-4.0mm | 20m-70m/min |
| MG-140 | 32mm-140mm | 0.8mm~4.0mm | 25mm*25mm-110mm*110mm | 0.8mm-3.5mm | 30m-70m/min |
| MG-165 | 50mm-165mm | 2.0mm-5.0mm | 25mm*25mm-100mm*100mm | 1.0mm-4.0mm | 30m-50m/min |
| MG-172 | 89mm-172mm | 1.0mm~5.0mm | 70mm*70mm~130mm*130mm | 1.0mm-4.0mm | 30m-70m/min |
| MG-219 | 76.2mm-219.1mm | 2.0mm~8.0mm | 60mm*60mm~170mm*170mm | 2.0mm-8.0mm | 30m-45m/min |
| MG-254 | 89mm-254mm | 2.0mm~7.0mm | 70mm*70mm~200mm*200mm | 2.0mm-6.0mm | 30m-60m/min |
| For more customizations, please contact | |||||
description2
Company Introduction
At Mivi Machinery Company, we specialize in the manufacture of carbon steel pipe making machines. Our machines are designed to meet the unique needs of our clients, offering custom solutions to fit their specific requirements.
description2
Our Certificates

description2
Our Exhibition
description2
description2